
High power diode laser offers higher work throughput in laser cladding, excellent overall cladding quality, very low dilution levels, reduced heat input, minimal part distortion and better control of cladding than most traditional technologies.
Cladding and plating are widely used processes to improve the surface and properties of a part or to restore the surface of a part that has worn through use. Cladding involves creating a new surface layer on a base material. This differs from surface hardening, which involves only changing the properties of the substrate itself in a thin surface layer.
There are now quite a number of different techniques for carrying out cladding, each of which has its own specific characteristics in terms of the materials used, the quality of the welded layer and various practical issues including pass rate, process compatibility and cost. We would like to show you how high power diode laser cladding can offer better process throughput, excellent overall cladding quality, very low dilution levels, reduced heat input, minimal part deformation and better control of cladding than most traditional technologies.
Traditional cladding and welding processes
Most traditional cladding technologies can be broadly classified as arc welding or thermal spraying methods. Each of these approaches has its own advantages and limitations, and therefore there are certain types of applications for which each is best suited. There are a number of different arc welding techniques, for example, gas tungsten arc welding (GTAW), plasma transfer arc welding (PTA), gas metal arc welding (GMAW), submerged arc welding (SAW) and several others. In all these processes, an arc is produced that melts the surface of the base material, usually in the presence of a shielding gas. The clad material is then introduced in either wire or powder form and is also melted by the arc to form the clad layer. Different embodiments of this basic process differ in details such as the use of the filler metal as an electrode, the use of flux, or the possibility of using hot (preheated) or cold filler wire. In the most general terms, all arc welding techniques provide a fully welded metallurgical joint that has high strength, good impact properties and low porosity. Arc welding methods also offer high deposition rates (which translates into high throughput) and relatively low equipment investment costs.
The main negatives of clad arc welding are the high heat input to the part and, depending on the specific conditions, the relatively high dilution of the clad material (i.e. unwanted migration of the base material into the clad layer). The heat input to the part can cause mechanical deformation, which often triggers the need for further post-processing after cladding. In addition, the high deposition speeds of which arc welding processes are theoretically capable are not always possible in practice. This is because dilution, heat input, deformation, hardness and other metallurgical properties are sometimes adversely affected when the arc energy is increased above the optimum level, which is generally at the lower end of the deposition rate range.
In thermal spraying, the clad material, usually in powder form, is melted by flame or electricity and then sprayed onto the workpiece. In most cases, this is a low-heat process in which the substrate temperature remains typically < 200 °C. The four most common implementations of this approach are flame spraying, arc spraying (where wire is used as the consumable), plasma spraying and high velocity oxygen spraying (HVOF).
The main advantage of all thermal spraying techniques is the low heat input to the part, which means that no heat affected zone is created and minimal dilution occurs. This also allows the process to be used for a wide range of substrate materials including metals, carbides, ceramics and even plastics. Thermal spraying also supports a very wide process window in terms of the range of coating thicknesses that can be achieved and the application rates supported, although these coatings tend to be thinner than arc-welded coatings.
One significant disadvantage of thermal spray processes is that the bond between the cladding and the substrate material is mechanical, not metallurgical in nature. This can lead to adhesion problems and low wear resistance, especially under point loading. Also, thermal cladding often exhibits a degree of porosity and bond failure. The presence of these defects in the coating is of concern as these defects can cause corrosion of the base material.
Fundamentals of laser cladding and cladding
Laser cladding techniques offer several quality and process related advantages over arc welding and thermal spray methods. In practice, however, traditional types of lasers have not always delivered on this promise and have also shown significant disadvantages in terms of 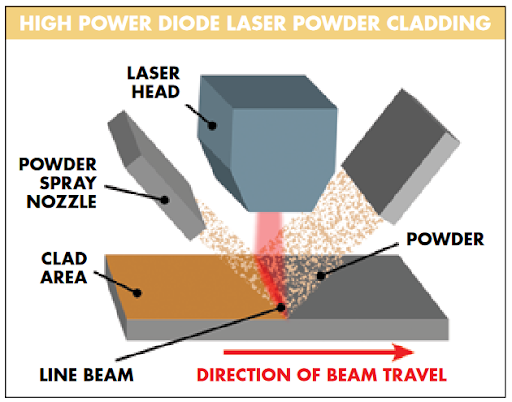 output characteristics, operating costs and ease of implementation.
output characteristics, operating costs and ease of implementation.
In response to the need for a better source for applications such as cladding, welding and heat treatment, laser manufacturers have developed the high-power direct diode laser. A high power direct diode laser is a compact assembly consisting of a very large number of lower power semiconductor laser emitters (approximately 100 W each) whose output is combined into a single beam. This beam usually takes the form of a long, thin rectangle, typically about 3 mm wide and between 6 mm and 36 mm long. The high-power output beam of a diode laser is well suited to most metalworking applications because it can be spread over the entire part, allowing large areas to be machined quickly. For example, in the case of powder-based cladding, the long axis of the line beam is oriented perpendicular to the direction of beam motion, as shown in the figure. For example, with a beam length of 24 mm, an "effective" cladding width of 20 mm can usually be achieved in one pass (see Figure 1).
Opportunity for laser cladding and welding with a powerful diode laser
Laser cladding with a powerful diode laser combines the best features of both arc welding and thermal spraying methods in some respects. Compared to arc welding methods, diode laser systems offer lower heat-related deformation, less material dilution, extremely low porosity and better surface uniformity. Together, these features significantly reduce the need for post-processing and the associated time and cost. The high cooling rate of the diode laser process also produces a finer grain structure in the cladding, resulting in better corrosion resistance. In addition, these advantages are generally not significantly adversely affected by  by increasing laser power and deposition speed. In contrast, for most arc welding processes, the cladding quality deteriorates with increasing power and deposition speed. Finally, due to the shape of the line beam, large areas can be processed quickly with a high degree of control over the width, thickness and deposition speed of the cladding.
by increasing laser power and deposition speed. In contrast, for most arc welding processes, the cladding quality deteriorates with increasing power and deposition speed. Finally, due to the shape of the line beam, large areas can be processed quickly with a high degree of control over the width, thickness and deposition speed of the cladding.
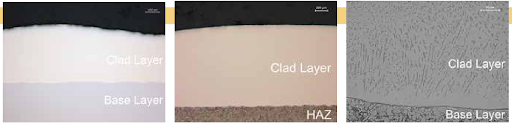
Both diode laser and thermal spray techniques avoid significant heat input to the part and minimize material dilution. This low level of dilution (~4% to 7%) typically supports achieving the desired cladding surface chemistry in a single cladding pass, minimizing process costs. Unlike thermal spraying, diode laser cladding creates a true metallurgical bond with the base material. The result is improved adhesion and wear resistance. In addition, metallurgically bonded coatings produced by diode laser reduce cracking and delamination sometimes associated with mechanically bonded coatings. Microstructure photos show some of the most desirable properties of laser cladding
The diode laser cladding process is also compatible and often used with standard alloy materials that are commonly available in powder form. These include a wide range of standard stainless steels, tool steels and corrosion and heat resistant nickel alloys. Due to the low dilution and other properties obtained during laser processing, the clad material exhibits a chemical composition that has the properties of the original bulk material. This is important because it means that the clad layer will behave predictably, with the same desired and expected properties as a bulk sample of the same alloy. The fact that the material properties for laser clad layers are more familiar to users will ultimately favor the use of this technology in an increasing number of industrial applications. The lower dilution of laser cladding compared to arc welding methods also allows the desired results to be achieved with fewer clad layers. The limitations of high power diode laser cladding are mainly practical. In particular, the initial investment costs are higher than for other cladding techniques and the physical size of the equipment may make it difficult to integrate into some production facilities. In addition, in some cases, laser cladding does not support the deposition speeds achievable with arc welding (although usually at the sacrifice of cladding quality for fast arc welding).
In conclusion, the special optical and operational properties of high power diode lasers currently make them suitable for use in cladding. In particular, they can produce high quality cladding with a wide range of materials that already have good market availability and documented operational characteristics. In particular, laser processing meets the growing market need for cladding with standardised alloys. The superior integrity of laser cladding with standard alloys produces results that more closely match the principle alloy, leading to more predictable performance. In addition, laser cladding can be performed at relatively high deposition rates and typically requires only one layer, making it a fast process. These factors, along with low thermal deformation, which significantly reduces the need for post-processing, make high power diode laser cladding cost competitive with traditional arc welding and thermal spray methods.






