Welding of copper
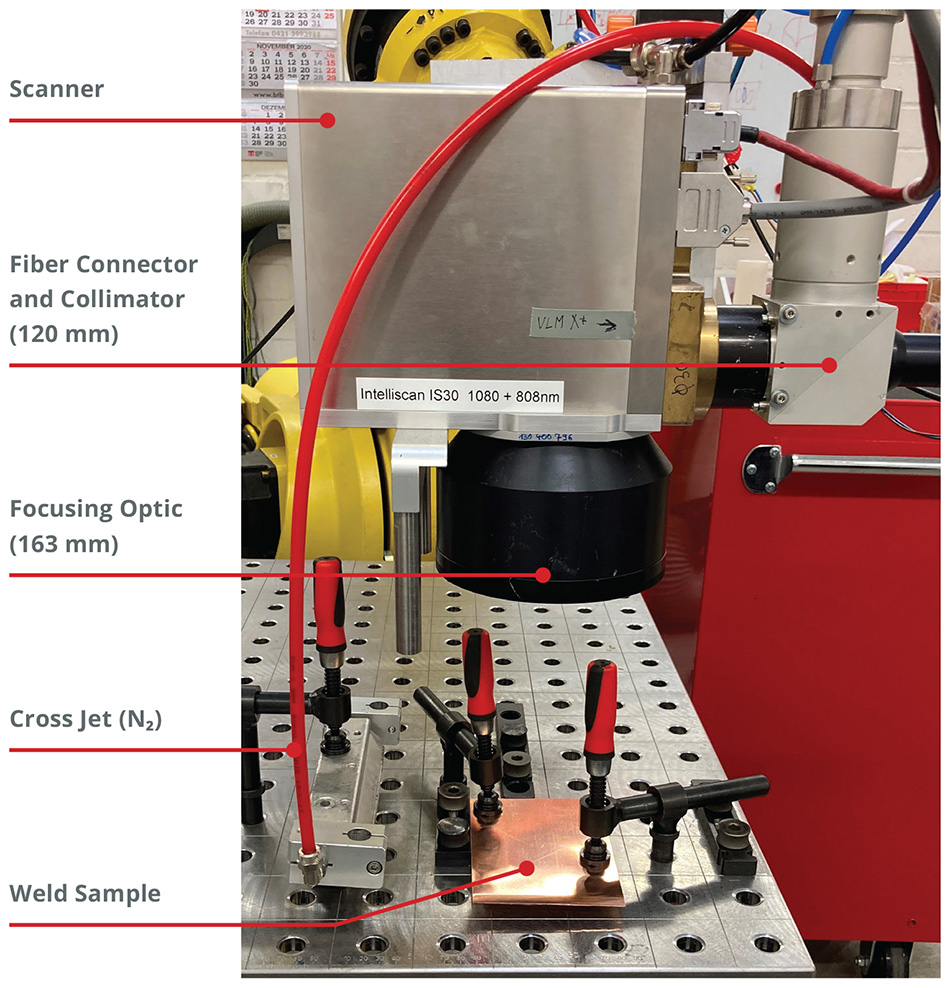
Coherent's application engineers have conducted a series of copper welding tests using an ARM laser with a high brightness 22 µm diameter central beam and a 100 µm/170 µm inner/outer diameter circular beam. The laser was focused using a remote processing head with a magnification of 1.4, with nitrogen as a shielding gas and a cross nozzle. The material to be welded was pure copper. The laser power was 4 kW, with 1.5 kW in the centre and 2.5 kW in the ring for all tests. The photograph (Figure 2) shows the experimental setup.
By varying the focal position, it was found that the best weld quality was obtained with the focus set 1.5 mm above the material surface. Specifically, this position was the best compromise between the penetration and weld quality. The ARM laser produces deeper weld penetration when focused directly on the material surface, but the resulting weld surface and spatter quality is not sufficient for typical e mobility applications. The beam profile on the working surface using the optimum beam focus position (1.5 mm above the surface) is shown in the graph.
The graph plots weld penetration on 2 mm thick copper as a function of speed under the conditions just described. For comparison, a 2 kW green laser was also tested under the same conditions. The lower power of the green laser was used because the 4 kW infrared fiber laser produces only 2 kW of green power. The comparison shows that the ARM infrared laser provides twice the weld penetration over a wide range of welding speeds.
Welding efficiency
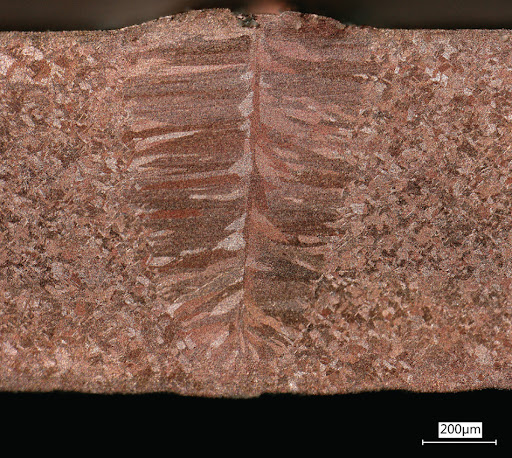
The welding efficiency of the ARM laser was also measured and compared with previously published results for welding with a 2 kW green laser. Nitrogen was used as the shielding gas for both welds. The published data for the green laser showed a (constant) weld cross section of 0.5 mm² and a weld depth of approximately 1 mm. The ARM laser was configured to achieve the same results. Specifically, this required an output power of 3.5 kW and a welding speed of 300 mm/second compared to a welding speed of 200 mm/second for the 2 kW green laser. Normalizing these results gives a linear laser power of 10 J/mm for the ARM laser compared to 11.8 J/mm for the green laser. The green laser therefore offers a slightly higher welding efficiency. However, the higher overall power of the ARM laser allows much higher welding speeds to be operated, despite this small difference in efficiency.
Surface quality
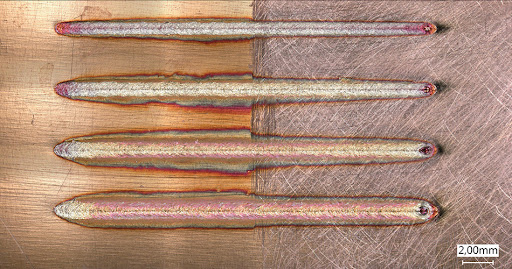
Another important aspect is the surface quality. Traditional fiber lasers are capable of welding copper, but are very sensitive to changes in surface quality. The photo shows an ARM high brightness laser welder on ground and polished copper. The process remains stable on both surfaces with no change in weld quality.
Source: coherent.com




