The Coherent ARM fiber laser and SmartWeld+ surpass traditional welding systems and meet the most demanding requirements for the production of electric vehicle batteries.
Of course, the trend towards higher precision manufacturing has been going on for decades as automobiles have become increasingly complex and sophisticated. Lasers have played a key role in this transformation. Today, they are commonly used for demanding processes such as drilling small, precisely shaped nozzle holes and welding advanced steel alloys and gearboxes.
New methods were often needed to implement these processes. In some cases, however, none of the existing laser-based systems could meet all the requirements and completely new technology had to be developed. This is precisely the case for some of the manufacturing steps that are now being put into practice - particularly those related to the production of electric vehicle batteries. Some of these steps require the processing of very thin and heat-sensitive materials. These processes must be carried out fast enough and with a high enough yield to be economically feasible.
Cutting and welding of foils

An example of such an application is the cutting of a stack of thin aluminium and copper foils (electrode stack) and their subsequent connection to the battery outlet. Each manufacturer performs these processes differently. The most common method starts with bonding the assembled stack using ultrasonic welding (usually called stack- or pre-welding). This bonds the foils together sufficiently to make them mechanically stable for subsequent handling. However, it is not intended to be the final weld of the assembly.
The edges of the stack are then trimmed with a mechanical knife. The trimming performs several important functions: it ensures a uniform edge that is free of unevenness and dimensionally accurate. Trimming also removes any impurities from the edges, such as oxidation, which yields better results in subsequent steps. After trimming and welding, the stack is strong enough to be handled. It is usually transferred to another tool for the next step, where it is welded to the battery outlet. Different manufacturers use either ultrasonic or laser welding for this step.
This approach has several disadvantages. First, ultrasonic welding does not always produce a strong enough joint to penetrate through the entire stack. This makes the stack susceptible to tearing or damage when moved. Ultrasonic stack welding also limits the total number of foils that can be used. This is important because the energy storage capacity of the battery increases with the number of foils. It is therefore important for battery manufacturers to be able to increase the number of foils at will. Ultrasonic welding also has practical limitations. The tools required for it wear out quickly, requiring frequent replacement. This means downtime in production and additional costs.
Both ultrasonic and laser welding are also problematic for joining foils to plates. With ultrasonic welding, the depth of penetration and therefore the number of foils is again limited. Foil-to-plate welds can suffer from cracking and "micro-splitting". This is a localized area where the foil has thinned. This usually occurs due to tensile stresses generated during welding that stretch the material. However, the film is not sufficiently ductile to deform uniformly across its width in response to these stresses. Neck deformation is a serious problem because it creates a mechanically weaker zone in the material which may subsequently break or deform further. Reducing the cross-section of the foil also increases its electrical resistance, which can alter the charging and discharging characteristics of the battery.
An innovative approach
Overcoming the limitations of ultrasonic and traditional fiber laser welding in these applications requires a high degree of control over how laser power is delivered to the process - both in how the power is distributed spatially and how it varies over time. The level of control required exceeds the capabilities of traditional remote-controlled laser systems, which are primarily designed for welding larger and thicker parts such as automotive bodies or drivetrain components.

The Coherent SmartWeld+ system has been specifically designed to provide this level of control and precision. It achieves its full potential in conjunction with an adjustable fibre laser with circular mode. The SmartWeld+ system implements a wide range of "beam oscillation" patterns (fast oscillations) that distribute laser energy over a much larger area than just the focused laser spot, with power varying spatially as needed. The power distribution in the ARM beam itself can be dynamically changed to further fine-tune the overall way the laser energy is distributed over the working area.
Another key feature of this combination is speed. The SmartWeld+ system uses small mirrors with low inertia. While these cover a smaller field of view, they move much faster (up to 10x) than traditional laser welding heads. Add to this the fact that the power of both the center and ring beam can be modulated quickly and independently in the Coherent ARM laser source. Furthermore, this modulation can be very precisely synchronized with the movement of the scanning mirrors. All of this together provides a degree of spatial and temporal control over the laser power distribution that has not been available before.
Improved battery welding
The speed advantage of SmartWeld+ technology can be used to advantage in stack welding, where it allows cutting and welding operations to be combined into a single process. For this purpose, it is typically paired with a single-mode fiber laser such as the Coherent HighLight FL. This application does not require the degree of control that can be achieved with the HighLight FL-ARM, although it does require excellent synchronization between scanner motion and laser power modulation. In this process, the SmartWeld+ rapidly scans the laser beam repeatedly across the film. Both cutting and welding occur simultaneously. This saves time as there is no need to perform an additional process step. The laser weld thus created is stronger than a weld achieved by ultrasonic welding. This makes the foil weld easier to handle, which can improve overall production yield.
Coherent is the first laser subsystem manufacturer to develop a new generation of products specifically designed to meet the demands of the most demanding EV battery assembly operations. Specifically, Coherent's ARM fiber laser and SmartWeld+ process head can reduce the number of manufacturing steps and provide better results in some of the most critical tasks associated with the assembly of case and prismatic cell batteries.
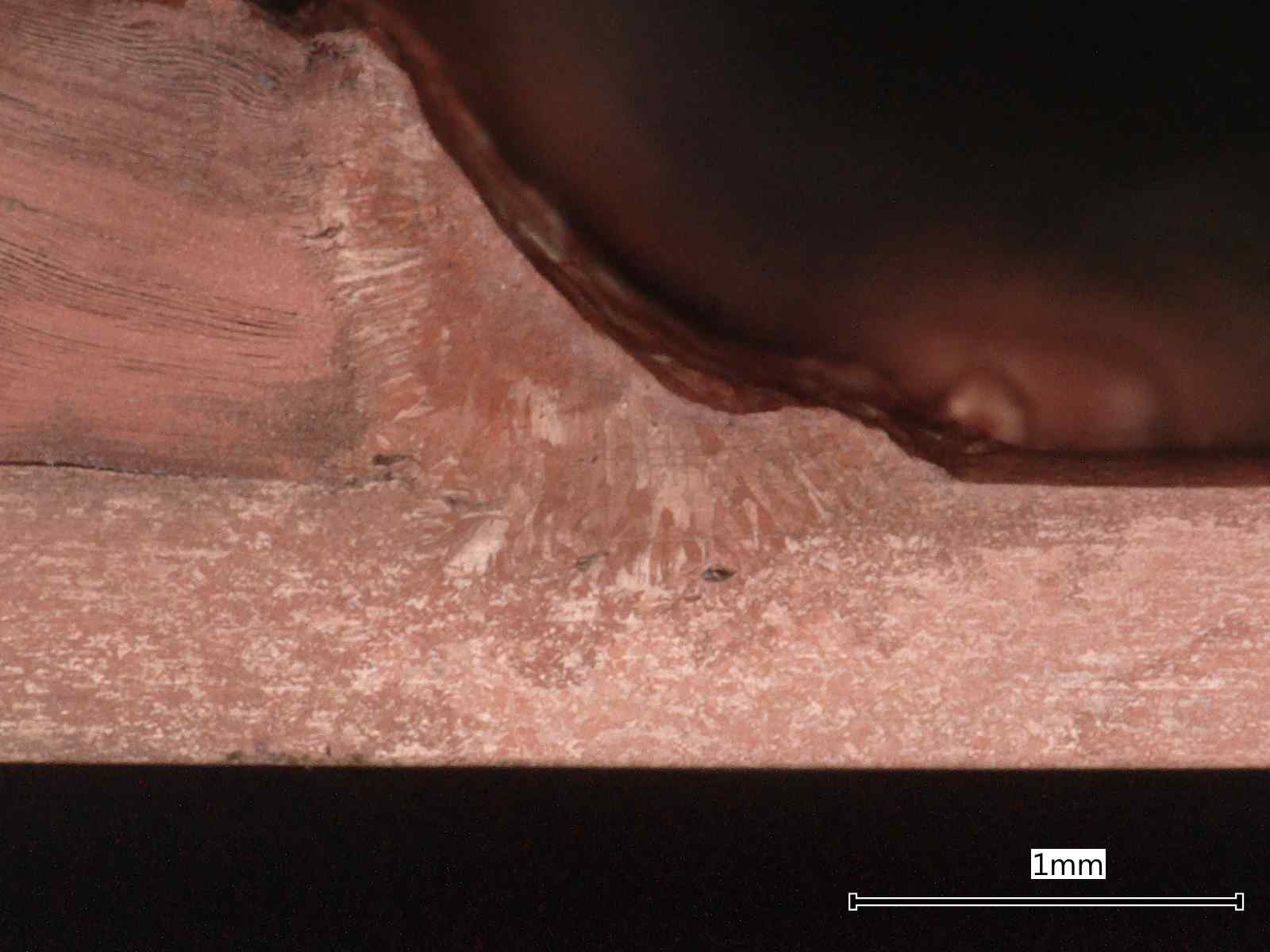
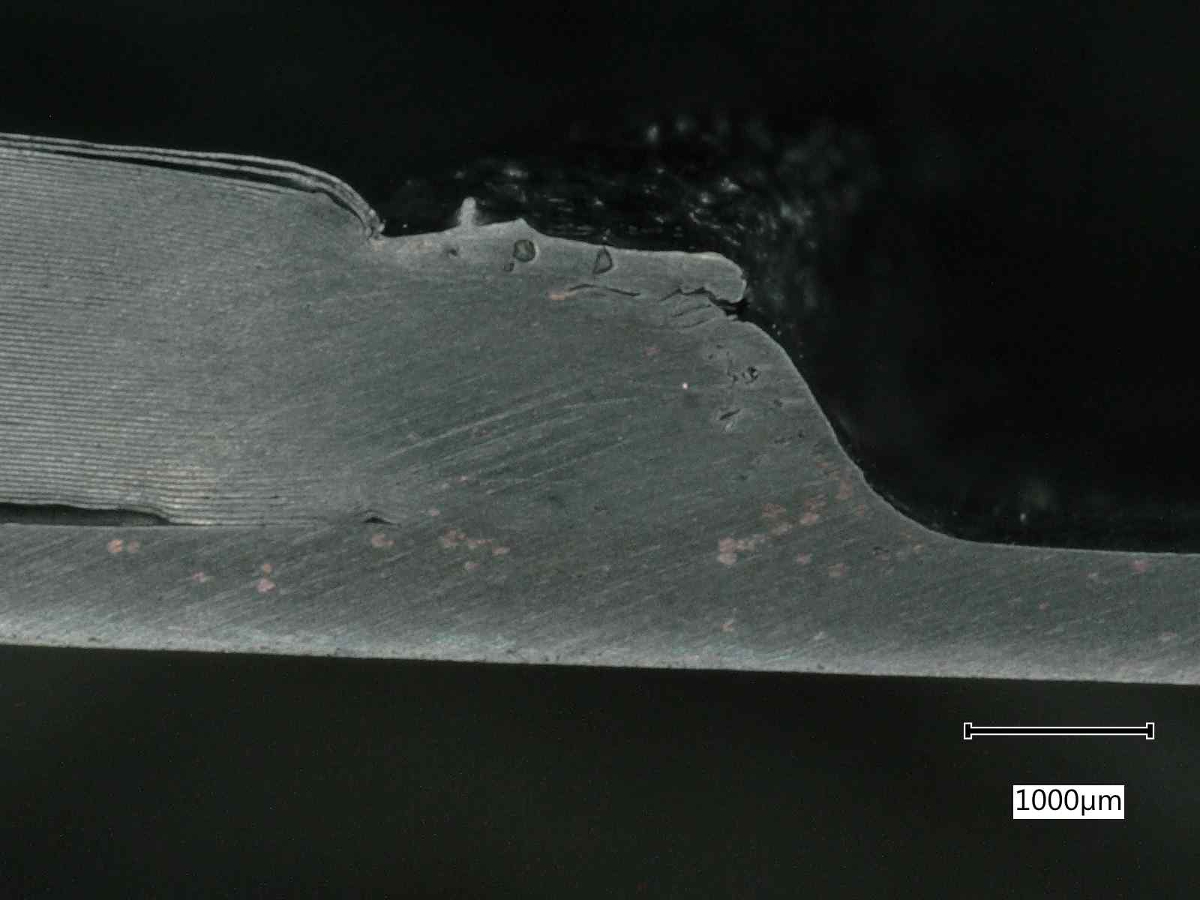
The next step of the process, welding the foil to the board, is a more challenging process and therefore it is necessary to combine the SmartWeld+ with a multi-kW single-mode ARM laser (HighLight FL4000CSM-ARM) to achieve optimal results. In this case, the Coherent Labs application team developed an innovative patented solution that involves aiming the laser beam at the edge of the stack at an angle (not directly from above). The SmartWeld+ system then rapidly oscillates the beam to cover the entire height of the stack and battery connection. In doing so, the overall laser power and power distribution in the ARM beam changes synchronously with the beam movement. The success of this method depends on how accurately the edge of the stack has been cut off, so the accuracy of the previous stack welding operation is critical.
It turns out that performing the weld at an angle is the key to avoiding micro-cracks. This is because it allows the SmartWeld+ device and the ARM fiber laser to apply heat to the stack in a way that minimizes thermally induced stresses. As a result, the films do not shrink on cooling, which otherwise causes microscopic damage to the material.
The independent beam modulation of the ARM also produces a better weld joint. Specifically, it provides the control needed to stabilize the "keyhole" weld, resulting in reduced spatter, porosity and lower incidence of defects. The weld joint itself has excellent mechanical strength, which translates into good electrical conductivity. In addition, laser welding does not produce metal dust, which is a problem with ultrasonic welding. In addition to improving weld quality, another advantage of the edge welding method is that it can be used at virtually any stack height. This allows manufacturers to increase the number of foils if necessary and thus increase the capacity of the entire battery cell.
Partnership for success
Solving the challenges associated with the production of electric vehicles, but also, for example, electric motors, often requires new and innovative solutions. Traditional tools that have worked well in the past for other applications sometimes do not have the characteristics needed for these demanding processes. The key to success is first understanding the unique challenges each application faces. Coherent offers the technical expertise and commitment to work with manufacturers to identify and characterize the critical parameters that determine success. For example, in the case of battery film welding, the phenomenon of micro-cracks was not widely known in the industry until we began working on this application. However, our team identified it precisely and developed a solution to eliminate them.
Find out how you too can use Coherent's innovations to your advantage and book your place in Coherent's application labs for a no-obligation validation of your process.




